1.The Reddit Nightmare
Walk into any chemical plant or industrial water treatment facility, and you will hear a horror story just like this one from an industrial maintenance forum:
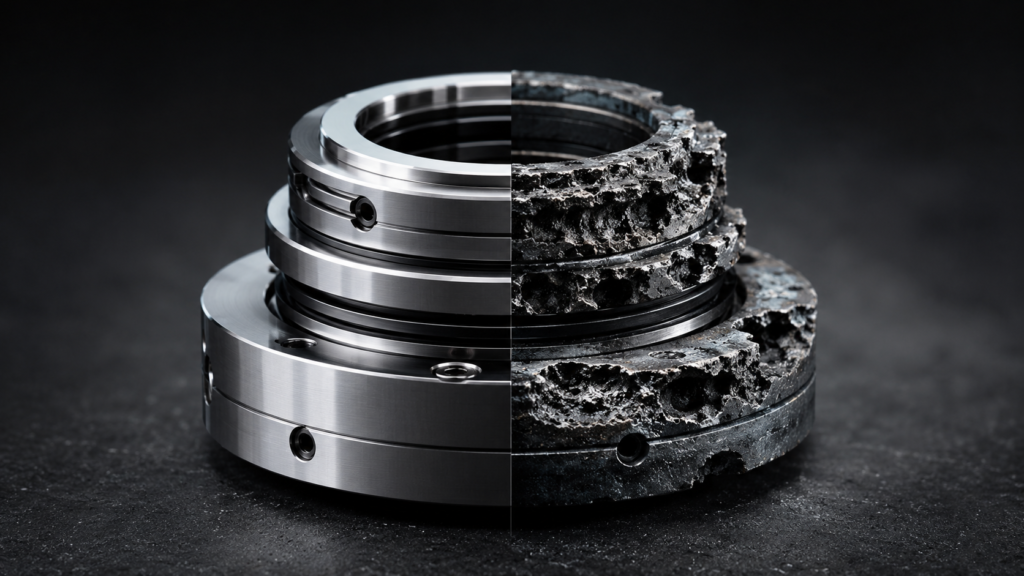
“The operator forgot to open the suction valve. Within minutes, the pump was running dry, the casing was literally smoking, and the mechanical seal was completely shattered. When we opened the pump, the internal casing looked like it had been violently sandblasted.
While a closed suction valve is an extreme operator error, that “sandblasted” look is a symptom of a much more insidious, silent killer in chemical processing: Severe Cavitation.
If your chemical centrifugal pumps are constantly destroying mechanical seals and losing efficiency, it’s not bad luck. It’s a mathematical failure in your fluid system.
2.The Physics of the “Sandblasting” Effect
When engineers see pitted, “sandblasted” metal inside a pump casing, they often blame corrosive chemicals or solid debris. But the truth is, the liquid itself is exploding.
The core principle of preventing centrifugal pump cavitation comes down to one absolute rule: You must increase the Net Positive Suction Head available (NPSHa) or decrease the pump’s required Net Positive Suction Head (NPSHr).
When the suction pressure drops too low—whether due to a closed valve, dropping liquid levels, or poor piping—the chemical liquid boils at room temperature. Vapor bubbles form. As these bubbles are violently swept into the high-pressure zone of the impeller, they implode with the force of a microscopic bomb. This continuous implosion blasts microscopic chunks of metal right out of your impeller and casing.
3. The Blame Game: Is it the System or the Pump?
When a pump fails from cavitation, standard suppliers will just sell you a replacement. At ROFLOW, we audit the failure. Here are the three main culprits:
Culprit A: System and Piping Starvation
90% of the time, the pump is starving.
To fix this, you must optimize the system by lowering the pump’s installation height or increasing the suction tank’s liquid level. Furthermore, expanding the inlet pipe diameter, shortening the pipe run, and minimizing elbows will significantly reduce suction resistance and save your pump.
Culprit B: Running “Off the Curve”
Many operators try to push the pump beyond its rated capacity.
You must avoid running the pump at excessively large flow rates. Why? Because massive flow rates cause the velocity at the impeller inlet to spike, triggering a sudden, catastrophic pressure drop. If cavitation is already happening, the immediate emergency response is to throttle down the flow or reduce the running speed.
Culprit C: The Manufacturer’s “Fake Fix” Trap
Here is a dirty secret in the pump industry: When cavitation destroys a pump, cheap suppliers will tell you to “pay extra for an upgraded corrosion-resistant material or coating”.
This is a trap. While upgrading materials helps withstand harsh conditions, coatings alone will not stop the physics of cavitation. A true engineering fix happens at the geometry level. The pump casing and impeller inlet design directly dictate anti-cavitation performance. Research shows that an inlet blade angle designed specifically between 10° and 30° achieves the optimal cavitation specific speed. If your manufacturer doesn’t understand this math, no amount of expensive coating will save your mechanical seal.
4. The ROFLOW Prevention Protocol
You can’t afford a smoking pump casing in a chemical plant. To protect your investment, your system needs strict daily monitoring and maintenance.
We recommend installing condition monitors on the inlet piping to instantly detect blockages in the system or inlet strainers. More importantly, especially when pumping corrosive media or running pumps in parallel (where NPSH margins are extremely tight), internal clearances like seal rings will widen over time, driving up the NPSHr. You must monitor water levels closely and perform regular performance tests.
If your current supplier can’t provide genuine NPSHr curves or calculate your system’s exact NPSHa, you are flying blind.
Stop buying replacement parts for a fundamentally flawed system. Send ROFLOW your piping layout and fluid properties. Let an actual fluid engineer calculate your system, audit your impeller geometry, and specify a chemical pump that won’t destroy itself.
A single calculation error can cost you a $10,000 mechanical seal and days of downtime.
Download our Automated NPSH Diagnostic Calculator (Excel) used by our Chief Engineers. Simply plug in your tank height and pipe diameter, and the tool will instantly tell you if your system is in the RED ZONE for cavitation.